
Product news
Flock on Glas
Flock on Glas
Exitingly new creative possibilities
Flock is everywhere in our daily lives. Wherever flock is used, the process provides enhancement through different properties. We are all certainly aware of flocking being used on textiles. On a sports jersey, the numbers are usually flocked; flock adds special and elegant effects not only to ladies’ apparel, but also, flock is to be found as a creative, unique method of decoration on curtains and table runners.
Flock makes surfaces look elegant, and is both durable and washable; it can be printed, embossed or laser ablated. Flocked surfaces can also have a functional effect, such as noise-absorbing, scratch prevention or for insulation against heat and cold.
The application process can be divided into three parts:


First, an adhesive is applied on the substrate by various methods e.g., brushing, spraying, rolling or dipping. Partial decoration in particular, which is carried out using screenprinting, is one of the most widely used application methods. The adhesive applied has basically two tasks; firstly it must produce a strong bond to the substrate used and it must permanently fix the flock fibres in the adhesive bed. Depending on the fibre length, different adhesive thicknesses have to be applied. The common rule indicates that 1 / 10 of the fibre length is taken as the minimum thickness of the dry adhesive. In the second process step, the fibres must now be placed into the wet adhesive. If you were to only sprinkle them, one would obtain an unstructured jumble of fibres and thus not get the required flock result. For this reason, flocking is carried out in an electromagnetic field, i.e. between two poles, the fibre is aligned with high-voltage and injected into the adhesive. The flock thus fired into the adhesive adheres only to the adhesive surfaces. Thus, the application of adhesive enables entire surfaces or just selected design areas to be flocked.
The third stage of the process consists of drying the adhesive. This can be done either at room temperature or with forced drying. Once the drying process is complete, the excess flock is removed by blowing with air, brushing or washing. This leaves a three-dimensional flock image, which can be of high-quality, is resistant to abrasion and water as well as being machine-washable.
Flocking can function on almost any surface, so that it is possible to apply flock to wood, plastic, metal, textiles, foams, porcelain and glass.
The field of glass decoration, in particular, was recently discovered by designers as a new haptic surface. Thus there are, for example, glasses or china cups, the surfaces of which are flocked partially or all-over and can even be made dishwasher safe. The combination of screenprinting and flocking enables completely new designs and effects to be made. Also, the subsequent ablation of flock fibres using laser technology enables another interesting decor combination. Besides flocked drinking glasses, the surfaces of perfume bottles or bottles for room fragrances can be enhanced by flock.
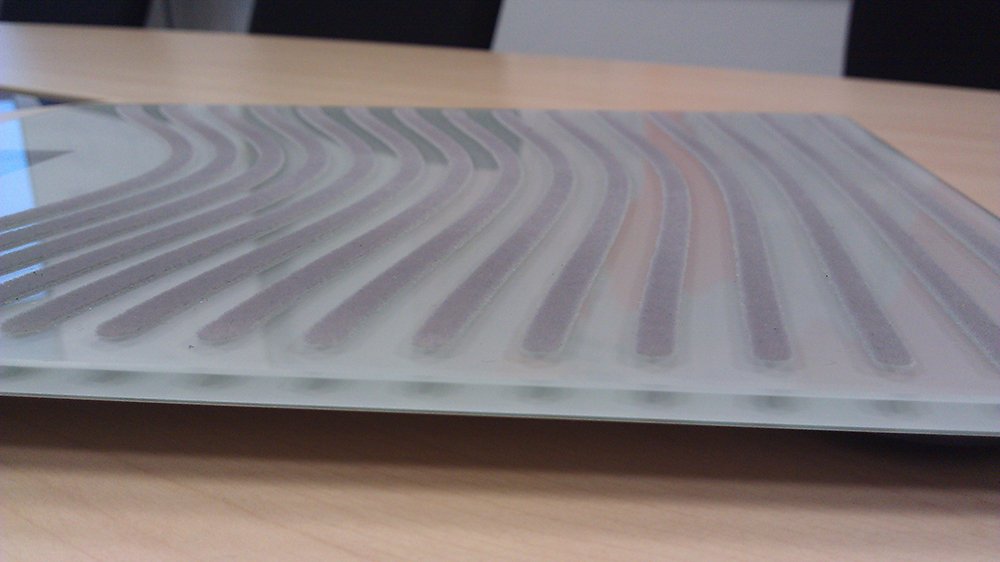
In the field of two-dimensional applications, e.g. flock can be used to give decorative as well as functional properties to sheet glass plates. There are meanwhile bathroom scales made of glass and the area where a person stands to be weighed has a flocked finish. When getting on the scales, the feet are pleasantly surprised by the soft and velvety feel and by the warm surface. At the same time an anti-slip effect can be achieved by applying a structure. Also conceivable are decoratively flocking mirrors, glass frames or shower splashguards.
Depending on the adhesive used, water resistance is not an issue. To produce a flocked surface, standard machines are used that are available on the market. For screen printing applications, the usual commercial printing presses are excellent. Only the screen mesh fineness must be defined with regard to the flock fibre length. Sometimes a wet adhesive layer up to 150 µm is needed. This can only be achieved through a correspondingly coarse screen mesh. Helpful for this purpose are the general data sheets of the fabric manufacturer, which can indicate the theoretical ink volume of the screen mesh.
The adhesives used can be either solvent or water based. The systems used are usually two-component. Both adhesive systems are characterized by excellent adhesion to the substrate and also in their resistance. Depending on the motif size, however, the usable application time of the adhesive must be taken into consideration. This means determining the time between applying the adhesive and the flocking operation itself. In general, we can say that water-based adhesive systems have a shorter usable application time than solvent-based ones. Thus, solvent-based adhesives are usually used for very large designs.
Depending on the choice of adhesive, the photoemulsion is of course selected accordingly as solvent or water-resistant. Since the screen mesh is generally between 21-43 threads / cm, the emulsion should have high viscosity.
For printing the adhesive, a squeegee with a Shore hardness of 75 - 70 Shore should be used. The edges of the squeegee blade can be square, but depending on the mesh fineness, it may be advisable to use a rounded-edge blade, as this allows a higher deposit with less squeegee strokes.
For the flock, it is necessary to use a flock applicator with a high voltage generator. Flocking can be done either manually or automatically.
Depending on the flock run and colour variations of the flock fibres, a simple hand-held applicator can be used. This hand-held applicator is filled with flock fibres and triggers the high voltage to spread them across the area to be flocked. By shaking gently, the flock will be sieved by the hand applicator and shot in the electromagnetic field on the substrate. The benefit of such simple hand tools is high flexibility. These devices are not integrated in a stationary mode, but due to their size can used in any production site. Secondly, they can be cleaned quickly. This means that a flock colour change only needs a short set-up time.
Read more product news








Read more company news
 New sales responsibility in the screen-printing and textile-printing DACH NL
New sales responsibility in the screen-printing and textile-printing DACH NL Rewarding a long-term partnership
Rewarding a long-term partnership New distribution agreement
New distribution agreement ![[Translate to English:]](/fileadmin/_processed_/6/2/csm_Mobil_Bild_07f3104336.jpg "[Translate to English:]") Kissel + Wolf appoints distribution partner
Kissel + Wolf appoints distribution partner Kissel + Wolf social engagement 2020
Kissel + Wolf social engagement 2020 Kissel + Wolf donates disinfectant
Kissel + Wolf donates disinfectant![[Translate to English:]](/fileadmin/_processed_/7/8/csm_Kissel_und_Wolf_Spendenaktion_2019_bbbc67feb4.jpg "[Translate to English:]") Kissel + Wolf social engagement 2019
Kissel + Wolf social engagement 2019 125 years Kissel + Wolf GmbH
125 years Kissel + Wolf GmbH Industrial Screen-Printing Applications
Industrial Screen-Printing Applications Investments in our Applications Laboratory
Investments in our Applications Laboratory